

In modern manufacturing, CNC (computer numerical control) processing technology has become the core support for precision parts processing, especially in the fields of VCR accessories, medical equipment and other fields with extremely high requirements for precision and reliability. This article will deeply analyze the core process system of CNC processing, combine specific product cases, explain its application advantages in different industries, and reveal how this technology can achieve accurate transformation from drawings to high-precision parts through standardized processes and flexible manufacturing capabilities.
Programming design: the intelligent brain of CNC processing
1. From CAD modeling to G code generation
The starting point of CNC processing is digital modeling based on product design drawings. Engineers need to use UG, SolidWorks and other software to build three-dimensional models and accurately mark dimensional tolerances and surface roughness requirements. Taking the precision gears in VCR accessories as an example, their tooth profile parameters (module, pressure angle, number of teeth) must strictly comply with mechanical transmission standards. When converting the three-dimensional model into G code recognizable by the machine tool through CAM software, special attention should be paid to tool path planning – avoiding air cutting, reducing repeated cutting, and taking into account processing efficiency and surface accuracy.
2. The key influence of human experience on programming
Although the software can automatically generate basic programs, the experience of senior engineers is still indispensable. For example, when processing thin-walled structural parts in medical devices, the feed speed and cutting depth need to be manually adjusted to prevent deformation of parts due to excessive cutting force. This combination of “software algorithm + manual adjustment” is the core advantage of CNC processing that distinguishes it from pure automation equipment, and reflects the wisdom of “human-machine collaboration” in the manufacturing industry.
Material adaptation: Let each material perform at its best
1. Process selection for metal material processing
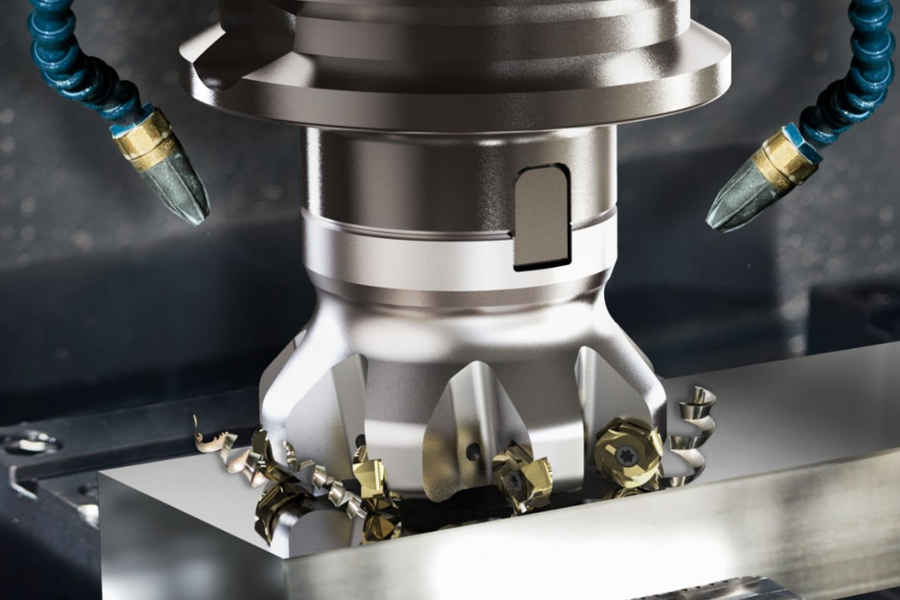
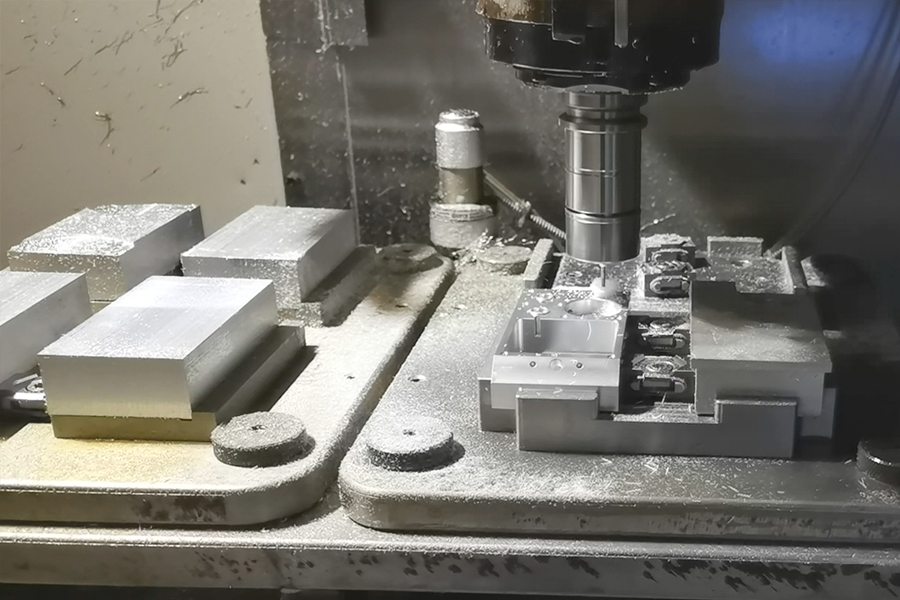
For aluminum alloys (such as 6061-T6) and brass commonly used in VCR accessories, CNC processing requires different strategies: aluminum alloys have low hardness and good thermal conductivity, which are suitable for high-speed cutting. The use of diamond-coated tools can reduce the phenomenon of tool sticking; brass has strong ductility, and attention should be paid to chip breaking to avoid chip entanglement affecting processing accuracy. In the field of medical devices, titanium alloys (such as TC4) have become the preferred material for implantable devices due to their excellent biocompatibility. However, they have low elastic modulus and severe work hardening, so they need to adopt a “down milling” process with a small feed rate and large cutting depth, and a high-pressure cooling system to control the cutting temperature.
2. Processing challenges of non-metallic materials
Some medical device components require the use of medical-grade plastics (such as polyetheretherketone PEEK). These materials have high melting points and poor fluidity, and are prone to internal stress and deformation during processing. Engineers need to ensure that parts meet ISO 10993 biosafety standards by adjusting the cutting edge angle (using a 30° helix angle to reduce friction), controlling the machine tool spindle speed (maintaining it at 8000-12000rpm to avoid overheating), and performing annealing after processing to eliminate stress.
Multi-axis machining: Precision molding solutions for complex curved surfaces
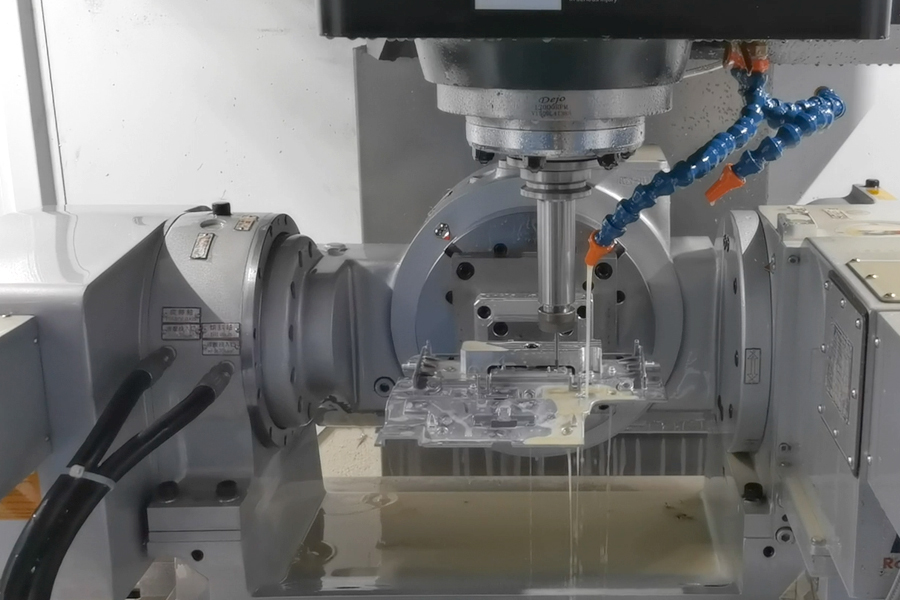
1. Technological leap from three-axis to five-axis
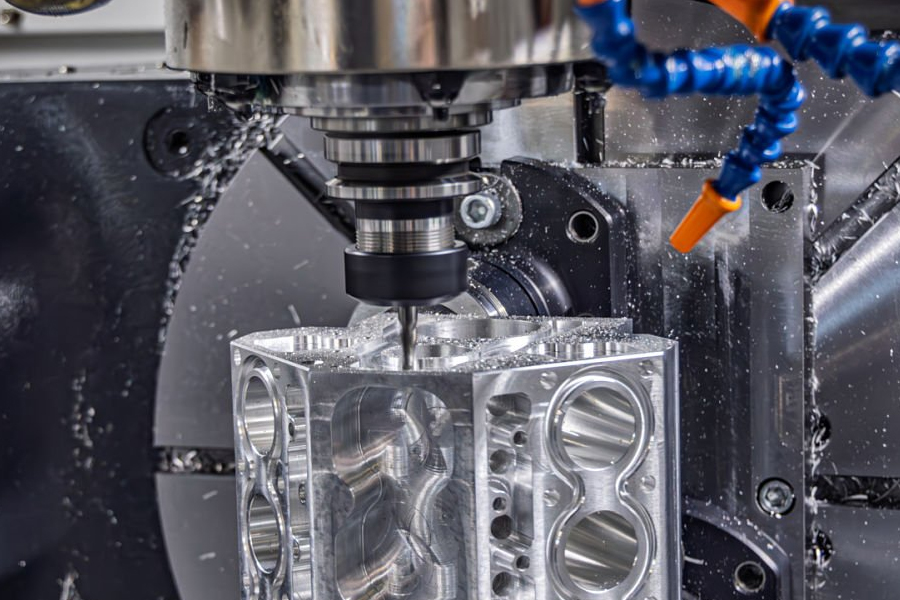
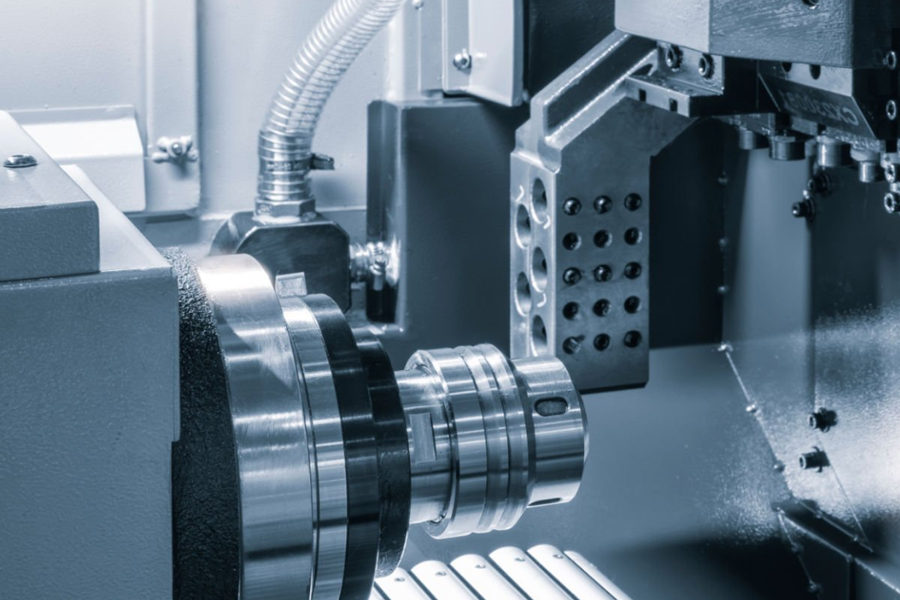
Traditional three-axis CNC machine tools can only achieve X/Y/Z linear motion, which is suitable for machining flat parts; while complex curved parts such as special-shaped cams in VCR accessories and joint prostheses of medical devices need to rely on five-axis linkage machining centers. Taking the artificial hip joint ball head as an example, its spherical surface accuracy is required to reach IT5 level (tolerance ±0.008mm), and the surface roughness Ra≤0.2μm. The five-axis machine tool can complete the precision machining of the spherical surface and the neck in one clamping through the linkage rotation of the tool axis and the workpiece, avoiding multiple positioning errors, and the efficiency is more than 3 times higher than that of traditional segmented processing.
2. Customized design of fixtures and jigs
High-precision fixtures are indispensable for complex parts processing. For example, when processing micro-components in medical devices (such as medical screws with a diameter of ≤2mm), vacuum adsorption fixtures are required to reduce deformation caused by clamping force; when processing large VCR racks, adjustable support fixtures need to be designed to compensate for dimensional deviations caused by thermal expansion of materials. The rationality of fixture design directly affects the positioning accuracy of parts. It is usually necessary to calibrate the fixture positioning surface with a three-dimensional measuring instrument to ensure that the repeat positioning accuracy is ≤0.005mm.
Quality control: Precision protection throughout the entire process
1. Online detection and real-time compensation
Modern CNC machine tools are generally equipped with Renishaw probe systems, which can measure workpieces online during processing. For example, when processing high-precision hole systems in precision parts processing, the probe is triggered to measure the aperture and position immediately after the first piece is processed. If the deviation exceeds ±0.01mm, the system automatically corrects the tool radius compensation value to avoid batch defective products. This closed-loop control mechanism improves the dimensional stability of CNC machining by more than 5 times compared to traditional machine tools.
2. Strict standards for final inspection
For medical device parts, the final inspection must follow the ISO 13485 quality management system. In addition to conventional dimensional inspection, surface roughness inspection (using a Taylor roughness meter), material composition analysis (spectrometer inspection), and biocompatibility verification (cytotoxicity test) are also required. Taking the piston of a medical syringe as an example, the flatness error of its sealing surface must be ≤0.002mm, otherwise it may cause liquid leakage. Such critical dimensions require 100% full inspection to ensure zero defects before leaving the factory.
From the standardized production of VCR accessories to the customized processing of medical devices, CNC technology has built a complete precision manufacturing system covering design-processing-inspection through intelligent programming, flexible process, and precise control. Its core value lies not only in achieving high-precision reproduction of drawing dimensions, but also in breaking through material limitations through process innovation, ensuring application safety through quality control, and meeting diverse needs through flexible production. With the advancement of Industry 4.0, CNC machining will be deeply integrated with the Internet of Things and AI algorithms, promoting precision manufacturing from “precision machining” to “intelligent manufacturing”, laying a solid foundation for the development of the high-end equipment industry.
